Indvirkningen af tempereringstemperatur på ydeevnen af isotermiske rullekædeplader: Vigtige kvalitetskriterier, som enhver køber skal kende
I den industrielle transmissionsindustri,rullekædeYdeevne bestemmer direkte udstyrets driftseffektivitet og levetid. Som den centrale, lastbærende komponent i rullekæden er kvaliteten af den isotermiske kædeplade af afgørende betydning. Kædepladens ydeevne er tæt forbundet med varmebehandlingsprocessen, hvor anløbningstemperaturen, en nøgleparameter, har en afgørende indflydelse på nøgleindikatorer som kædens hårdhed, sejhed og slidstyrke.
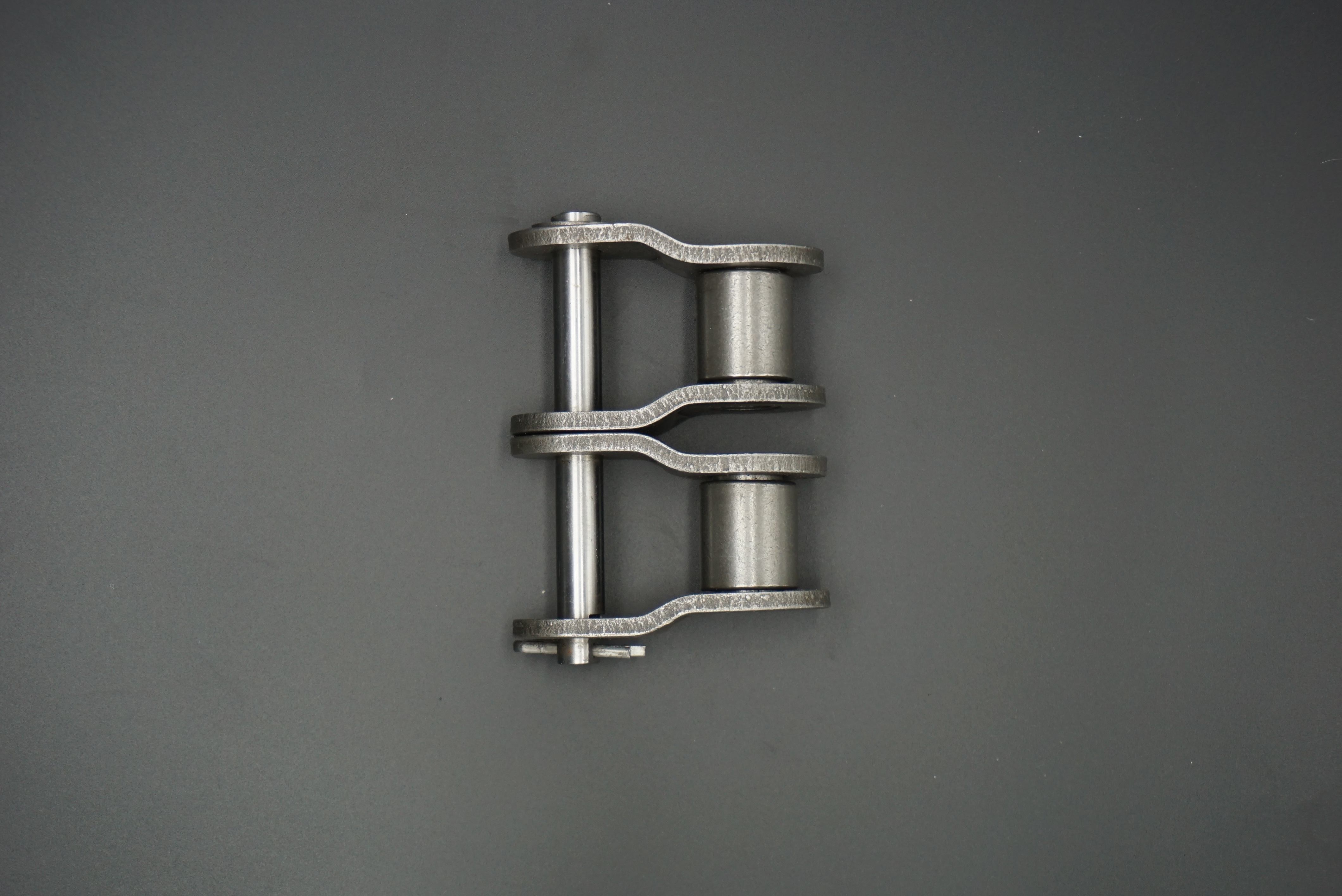
1. Det grundlæggende forhold mellem isotermiske kædeplader og tempereringsproces
Isotermiske kædeplader er nøglekomponenter, der fremstilles gennem austempering-processen, som giver en vis grad af sejhed, samtidig med at styrken bevares. Anløbning, det sidste trin i varmebehandling, eliminerer primært interne spændinger efter bratkøling, justerer metallets indre struktur og bestemmer i sidste ende kædens mekaniske egenskaber.
Under anløbningsprocessen kan selv små temperaturudsving forårsage ændringer i kædepladens indre metallurgiske struktur. Når anløbningstemperaturen er for lav, forbliver en betydelig mængde af den martensitstruktur, der er dannet under bratkølingen. Selvom dette opretholder en høj hårdhed, frigives de indre spændinger ikke fuldt ud, hvilket øger kædens sprødhed. Hvis temperaturen er for høj, nedbrydes martensitten for meget, hvilket reducerer kædens styrke og hårdhed betydeligt og gør den ude af stand til at opfylde kravene til bærende belastning. Derfor er præcis kontrol af anløbningstemperaturen en nøgleteknologi til at afbalancere kædens forskellige ydeevneegenskaber.
2. Effekten af anløbningstemperatur på kædehårdhed: Balancering af styrke og praktisk anvendelighed
Hårdhed er en fundamental indikator for en kædes bæreevne og er direkte relateret til en rullekædes evne til at modstå deformation under høje belastninger. Eksperimentelle data viser en signifikant negativ korrelation mellem anløbningstemperatur og kædens hårdhed.
Når anløbningstemperaturen er mellem 200°C og 300°C, kan kædens hårdhed opretholdes mellem 38 og 42 HRC, et område der opfylder de bærende krav i de fleste industrielle transmissionsapplikationer. Ved denne temperatur er hårdmetalpartiklerne i kæden fine og jævnt fordelt, hvilket bevarer den høje styrke, der opnås efter bratkøling, samtidig med at nogle interne spændinger ved lavtemperaturanløbning elimineres. Hvis temperaturen hæves til 350-450°C, falder hårdheden til 30-35 HRC. Mens styrken falder, forbedres sejheden betydeligt, hvilket gør den velegnet til udstyr, der kræver hyppige starter. Men når temperaturen overstiger 500°C, falder hårdheden til under 25 HRC, og kædepladen er tilbøjelig til plastisk deformation, hvilket gør den kun egnet til simple transmissionsscenarier med lette belastninger og lave hastigheder.
Købere bør vælge kædeplader med en anløbningstemperatur, der passer til deres udstyrs belastningsklassificering. For eksempel bør rullekæder til minedriftsmaskiner, som skal kunne modstå betydelige stød, anløbes ved omkring 250 °C for kæder med høj hårdhed. Drivkæder til fødevareforarbejdningslinjer kan derimod anløbes ved 350 °C for kæder med mellemhårdhed, hvilket balancerer sejhed og slidstyrke.
3. Sejhed og træthedsmodstand: Den skjulte effekt af anløbningstemperatur
En kædeplades sejhed bestemmer dens slagfasthed, mens udmattelsesmodstanden bestemmer rullekædens levetid. Selvom det er vanskeligt at måle direkte, spiller disse to indikatorer en afgørende rolle i udstyrets langsigtede drift, og begge påvirkes af anløbningstemperaturens dybde. Anløbning ved lav temperatur (under 200 °C) resulterer i høj restspænding i kædepladen, hvilket resulterer i utilstrækkelig sejhed og tilbøjelighed til revner ved gentagen stød. Når anløbningstemperaturen stiger til 300-400 °C, frigives restspændingen gradvist, ferritmatrixens sejhed genoprettes, og kædepladens slagfasthed kan øges med over 30 %. Ved denne temperatur er kædepladen mindre tilbøjelig til at knække under intermitterende belastninger, hvilket gør den velegnet til maskiner med hyppige starter og stop, såsom stemplingsudstyr og kraner.
Udmattelsesmodstanden når sit højdepunkt ved anløbning ved 400-450°C. Dette temperaturområde fremmer ensartet hårdmetaludfældning, hvilket danner en stabil anløben bainitstruktur, der effektivt hæmmer initiering og udbredelse af udmattelsesrevner. Eksperimenter har vist, at kædeplader anløbet ved 420°C kan forlænge deres udmattelseslevetid med 2-3 gange sammenlignet med lignende produkter anløbet ved 200°C.
For udstyr, der er i drift kontinuerligt i længere perioder, såsom transportbånd og papirmaskiner, kan valg af kædeplader, der er hærdet ved omkring 400 °C, reducere vedligeholdelseshyppigheden betydeligt. I scenarier med lavere stødbelastninger kan en passende forøgelse af hærdningstemperaturen for at opnå en længere udmattelseslevetid faktisk reducere de samlede driftsomkostninger.
4. Slidstyrke og korrosionsbestandighed: Merværdien af anløbningstemperatur
Ud over mekaniske egenskaber påvirkes en kædes slid- og korrosionsbestandighed også af anløbningstemperaturen, hvilket er særligt vigtigt under barske driftsforhold.
Ved en anløbningstemperatur på 300-400°C har oxidfilmen, der dannes på kædens overflade, en tæt struktur, der giver en vis beskyttelse mod slid fra urenheder i smøreolien. Desuden har kæder, der er behandlet i dette temperaturområde, en moderat overfladehårdhed, hvilket minimerer slid på ruller og stifter og reducerer metalaffald under transmissionen.
I fugtige eller korrosive miljøer yder kæder, der er hærdet over 450 °C, bedre resultater. Højere hærdningstemperaturer reducerer kædens kulstofindhold, hvilket reducerer sandsynligheden for intergranulær korrosion, samtidig med at det fremmer dannelsen af en passiv film og forbedrer rustbestandigheden. For eksempel har en kæde, der er hærdet ved 500 °C, i akvatisk procesudstyr en korrosionslevetid, der er 1,5 gange så lang som en kæde, der er hærdet ved 300 °C.
Købere bør overveje driftsmiljøet grundigt, når de vælger kæde. I støvede minedriftsmiljøer foretrækkes en meget slidstærk kæde, der er hærdet ved 350°C. I fugtige landbrugsmaskiner bør en korrosionsbestandig kæde, der er hærdet ved 450°C eller derover, foretrækkes.
5. Købsbeslutningsguide: Sådan vælger du kæde baseret på anløbningstemperatur
Baseret på effekten af tempereringstemperaturen på kædens ydeevne kan købere træffe et præcist valg ved at følge nedenstående trin:
Først skal du bestemme udstyrets kernekrav. Hvis bærende styrke er det primære kriterium, f.eks. i metallurgiske maskiner, skal du vælge en kæde, der er hærdet ved 250-300 °C. Hvis udmattelsesmodstand er det primære kriterium, f.eks. i tekstilmaskiner, skal du prioritere produkter, der er hærdet ved 400-450 °C.
For det andet, vurder driftsmiljøet. Under tørre og rene arbejdsforhold skal du fokusere på hårdhed. I fugtige og støvede miljøer skal du tage hensyn til både slidstyrke og korrosionsbestandighed, og øg anløbningstemperaturen passende.
Endelig skal leverandørens processtyringskapaciteter verificeres. Leverandører af høj kvalitet vil levere detaljerede tempereringstemperaturparametre og ydelsestestrapporter for at sikre ensartet ydelse på tværs af hvert parti kædeplader. Det anbefales at vælge en producent, der konsekvent kan kontrollere tempereringstemperaturen inden for en tolerance på ±10 °C for at undgå kvalitetsrisici forårsaget af procesudsving.
Opslagstidspunkt: 22. august 2025